4.2 行業普及: 中國製造2025和工業互聯網(2018)_風聞
华纳王-太平世界,环球同此凉热!2019-07-23 18:16
昨日俗務纏身,未能更新,今天四更。這一更比較重要,談到了工業和製造業數字化的基礎。很大程度上我國工業數字化的短板和瓶頸就在這個層面。數字採集工作相對來説流程製造好一些,離散製造差很多,但是工業大數據系統的搭建和數據價值的提取和利用還有待發展。
2018年夏天,被約稿要給各省經信委的工作人員出本書,但出書好友們時間和工作付出都不夠,便獨自編稿,怎奈節奏太慢沒跟上出版社流程,導致出書失利。後來畏懼正規出版社的流程和麻煩出版意願劇減。鑑於工業互聯網事業如火如荼,獨樂樂不如眾樂樂,不想稿件爛在電腦裏面,決定在網上貼出來和大家分享。最近剛買到觀察員的身份,沒想好要寫啥,先拿到觀察者網上曬曬,以饗讀者。2019年中美貿易戰大熱,但科技發展目測還沒超出2018年的內容範圍,還是可以給大家普及下此行業的基本知識。生活在這個時代,見證着這時代發生的巨大變化。希望此係列能給觀察者網的好友們一定幫助和啓發,有利於你們現在從事的事業和項目,更好的建設我國的製造業能力和國家能力。某在企業管理諮詢和企業信息化圈裏面浸淫多年,很樂意幫助有需要的讀者,若有問詢指教可以直接回復和私信。本稿本着天下文章一大抄,抄來抄去有提高的精神非百分百原創原撰。所以有見到相看似相識的段落,請勿為怪!還有本人很多圖就是借來的。
第四講 工業互聯網的數字基礎 之
第二節 工業現場的數字化
建設上下貫通的數字化生產系統,製造業企業必須重視設備和生產線的信息化工作。在工業現場部署互聯網,搭建設備數據採集系統,然後才能自下而上的建立起有效執行的數字化工廠體系。憑藉這些數字才能提升設備利用率、生產率、產品質量,走向低能耗物耗的綠色製造業。從數字經濟的角度來看,工業現場是數據品種最多,數據頻度最密集的領域,是真正的大數據領域。現代高度數字化的,附帶眾多傳感器的高性能數控加工系統在24小時裏面,可以輕鬆積累6-10GB的原始數據。這裏面有各種環境變量、原材料、加工物件、加工工藝、加工參數、作業時間、作業工人、作業能耗、設備設定、設備控制手段等豐富信息。對於真正要研究工業機理,在加工質量和效率上做突破,做可以普及和提升工業水平的工業APP,這些數據就是最好的工業大數據礦。
在工業現場也有很多軟件參與其中,其中最重要的要數MES和DCS14系統分別用於離散製造業和流程製造業。
離散製造企業是那些廣泛分佈於第一、二產業門類,生產組織形態以離散生產為主的企業。離散製造的產品由多個零件經過一系列離散工序的加工,經最終裝配而成。主要生產特徵為:生產過程中基本上很少發生化學性變化,只是物料的形狀和組合發生改變。最終產品與所需物料之間有確定的數量比例,如產品有多少個部件,一個部件有多少個零件,物料組合有精確數值。最終產品的生產過程被分解成很多加工任務來完成。產品由許多零部件組成,各零部件的加工裝配過程是彼此獨立的,所以整個產品的加工工藝是離散的。零件通過部件裝配和總裝配成為成品。這類企業生產的核心任務是要保證原料及時供應和零部件的加工質量,控制零部件的生產進度,保證產品零部件的同期成套性。加工生產此類產品的製造業企業統稱為離散製造型企業。
生產管理和組織上,由於每項任務僅消耗企業的小部分能力和資源。離散製造型企業一般將功能類似的設備按照空間佈局和行政條塊建成一些生產組織(部門、工段或小組)。在每個部門,工件從一個工作中心流轉到另外一個工作中心進行不同類型的工序加工。企業按照主要的工藝流程安排生產設備的位置,使物料的傳輸距離最小,其加工的工藝路線和設備的使用有一定靈活性,可重新部署達成高效生產。離散製造企業在產品設計、處理需求和定貨數量方面變動較多。機械、電子、裝備、汽車、家電、輕重武器、裝甲車輛,船舶、飛機、火箭、電氣設備、交通工具都屬於離散製造型企業。
流程製造型企業的特點是依賴管道做物料輸送,生產過程連續、流程規範、工藝柔性小、產品品類單一、原料相對穩定。生產工藝過程是連續進行的不可中斷,工藝過程的順序是固定不變的,生產設施按照工藝流程佈置,原料配料按照固定的工藝流程連續不斷的經過一系列設備和裝置被加工成最終成品。流程製造管理要點是保證連續供料和確保每個生產環節在工作期間必須正常運行。一旦出差錯會帶來巨大產品損失和設備損失,甚至涉及人身傷亡的重大安全事故。有機化工、煤化工,冶煉,煉油、水泥、造紙都是流程性製造業。流程型製造業企業以生產流程為基礎規劃部門職責、設置部門,決定人員的分工,在此基礎上建立和完善企業的各項機能。流程型企業強調以企業各級、各類流程為基礎,以核心流程為中心,動態梳理企業各種子流程及相對關係,圍繞如何快速響應市場需求為目標優化、重組企業流程和調整組織架構。流程製造型企業是一種極富彈性的柔性化組織,能適應信息社會的高效率和快節奏。流程型企業羣的運作是以供應鏈管理為基礎。供應鏈管理可以跨企業間流程設計、優化或重組管理,通過供應鏈上企業羣間有效互動,為終端客户提供增值產品和服務。
流程製造和離散製造兩者之間有混合行業,一般是流程製造型企業中,產品包裝成本佔有較大比例的一類企業。這類企業前期是流程製造的,後期包裝則是離散的,比如肥皂,塗料等。如果沒有前期“原料”生產,是通過購買“原料”來進行包裝的,就是完全的離散行業。按通常行業劃分屬於混合行業的典型行業很多在消費品行業,有製藥、化妝品、食品、飲料酒類等。這類企業的前期生產與流程製造行業完全相同,後期生產與離散製造行業基本相同,但是混合行業後期生產基本沒有半製品和在製品,都是包裝,生產線自動化程度較高的都能做到當天投料、當天完成。
一、設備數據採集系統
生產線和加工設備有多少時間在生產?多少時間在停轉和空轉?影響設備生產潛能的最主要原因是什麼?設備故障?調度失誤?材料供應不及時?工人技能不足?工藝流程不合理?以上這些產線設備級別的問題都需要快速解決。但是恰恰在這個層面上,製造業企業的信息化程度很低。
設備數據採集系統主要面向於設備數據等進行實時監控,並存儲在數據庫中。這些數據可以通過圖表、報表的形式進行展現,確保生產工藝流程所需信息的透明度,做到可知、可分析。生產數據採集系統是實現工廠智能化改造的第一步,也是現場生產執行層與管理層之間的信息紐帶,能夠實現異常數據實時反饋、可視化管理推送、遠程監控、過程管控實時集成,實現工廠的數字化管控。
實施的步驟如下:
A. 現場網絡條件準備
現場需要看工廠車間的實際情況搭建各類網絡傳輸設施:PC服務器、集線器、交換機、網橋、路由器、網關、網絡接口卡、調制解調器、光纖收發器、光纜,外網寬帶等。項目組要運用有線、無線網絡技術或者混合部署有線接口、無線熱點等,現場佈置高性能網絡。網絡把現場採集到的各項數據傳輸到工廠生產數據採集系統的數據庫。數據經過計算後可以用光纖寬帶傳到雲端的工業互聯網平台,也可以現場分析使用。支持採用PC端、平板、手機APP端、各種瀏覽器客户端、車間電子看板、集控中心進行各種展現和顯示。
B. 機器設備的數據採集
現場要準備各種設備數據採集接口、找到數控機牀、機器人設備的數據接口模塊,做連接檢測。然後是人機交互設備的硬件安裝與調試工作,可以使用包括PDA、智能手錶、智能終端等。工業上的接口和協議很繁雜,做到設備接口與網絡等基礎設施配套非常重要。
網絡與設備的通訊的實現有很多手段,最好能夠與設備直接通訊。實在連不通的設備,可以通過在變頻器等設備上併線或外接傳感器、智能設備終端的方式去讀取。生產線的每台生產設備(包括PLC,數控機牀等)都要部署相應的設備終端。最後通過已搭建的網絡對所有以得到的數據進行統一聯網測試。
具體執行過程中,先接通標準數控系統、二次開發開數控系統、PLC及工控計算機。然後才是加裝外置傳感器,數據採集過程中常用的傳感器類型有:光纖傳感器、模擬傳感器、金屬感應器、紅外感應器、氣敏傳感器、磁感應器、震動感應器等。加裝傳感器可以採集温度、濕度、壓力、技術、液控、位移等等數據,並將數據通過現場網絡,或者無線網關,4G數據傳送終端,傳送到本地服務器或者遠端雲服務器。
對於數控機牀可以採用MDC系統進行數據採集。各種數控機牀包含多種多國多品牌數控系統,一種是標準數控系統,還有一種是二次開發的數控系統。對這兩類數控系統進行數據的採集,涉及國內外各種品牌,比如歐美的西門子、海德漢等;日本的三菱、兄弟、馬紮克等;國產的華中、廣數等;台灣的新代、寶元、中達等。MDC24系統對數控機牀數據採集需要在信息層上配備一個串口接口或以太網接口,進行諸如現場操作程序、信息的數據傳輸,監視設備的統計數據的傳輸。某些數控機牀需加裝設備智能終端,智能終端系統用來緩存預定指令,比如加工程序。控制服務器可以直接對智能設備終端發送指令,緩衝一些常用的數據,簡化生產過程中通訊傳遞的數據量,以提升生產過程的流暢和可靠性。
以上系統就位以後,服務器端和雲端就可以展開數據分析和管理應用的部署。採集拿到的數據要做兩種呈現。首先是即時信息,可以做生產過程中各種實時工藝參數,設備運行狀態,依照產線和車間佈局的圖形化顯示,把如下信息的當前實時信息和狀態做充分展示呈現。
l 設備狀態信息;功能設置、操作模式、響應時間等
l 設備狀態連續的起始時間信息;
l 設備連續的運行及空閒時間記錄;
l 設備各種故障信息和故障發生時間
l 設備各種報警信息和報警時間;
l 設備連續的加工及運行參數信息;
l 成形設備連續時間內加工品數量;
l 檢測設備連續的合格不合格品記錄
然後是指定時間間隔內,指定設備組的下列表現。比如按日0-24小時,周,月,季度,年的數據顯示和遠程監控顯示(通過工業互聯網)
u 總體設備完好率、
u 總體設備利用率、
u 總體設備故障率、
u 停機(或停產)時間
u 停機(或停產)次數
u 設備平均故障間隔時間
u 設備綜合利用率:時間稼動率、可用率,性能稼動率、表現指數
u 加工良品率(質量指數)
C. 設備資產管理信息採集
以上述應用為基礎,企業還可運行設備資產管理應用,需要智能移動終端如手持PDA、平板電腦來支持現場操作完成如下功能:
l 設備出廠基礎信息維護
l 設備運行日誌、台帳
l 設備關鍵零部件更換提醒
l 設備超期使用零部件報警
l 設備作業加工環境參數報警
l 設備全時狀態異常預警、
l 大數據預測性維修維護分析
l 設備故障信息維護知識庫
l 設備維護計劃自動生成
l 維修維護工單分配和下發
l 維修維護的執行和反饋
有了以上的各種製造業現場裝備數字化應用,製造業企業就能奠定廣泛和堅實的數字化工廠基礎。在這基礎上,各種大數據應用、流程管控應用、供應鏈應用、服務型製造應用、專家協同診斷、產品全程追溯都成為可能。
二、製造執行系統MES
離散製造行業主要使用MES系統即製造執行系統 (manufacturing execution system,簡稱MES)。此係統位於上層的ERP計劃管理層與底層的工業控制層之間,是專門面向車間生產的信息管理系統。MES提供實時收集生產過程數據的功能,並作相應的記錄、處理和分析;MES需要與計劃層和控制層進行信息交互,通過企業的連續信息流來實現企業信息全集成。圖七是個MES打造數字化工廠架構的實際案例。
1)資源層
資源層不屬於數字化車間結構的組成部分,但其包含的CAD、CAM、PDM、PLM和ERP系統是計劃排產與調度,進行自動化管理的重要環節。執行層信息化系統從資源層得到生產管理的數字資源。下層的製造運行管理層與資源層存在諸多接口,能夠傳輸訂單、計劃、工藝、物流、庫存、BOM等各種管理信息和系統數據,這樣才能實現數字工廠的信息互聯互通。
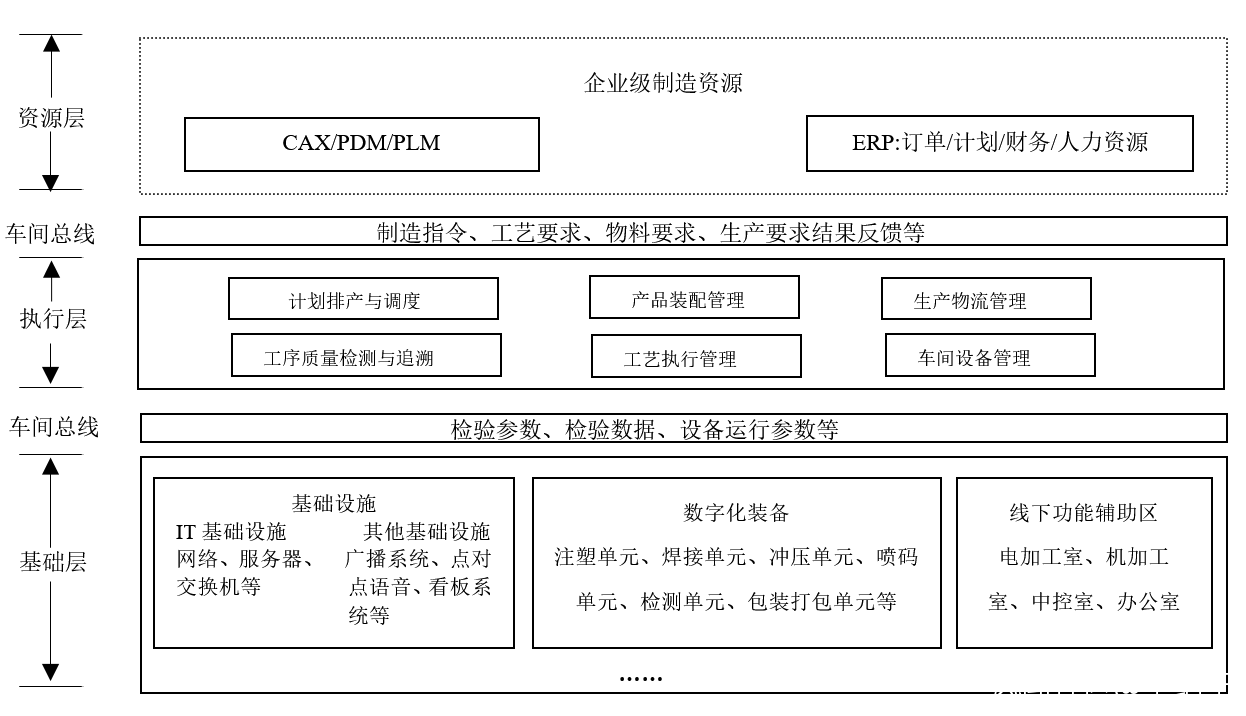
一個數字化工廠系統架構圖
2)執行層
MES系統是數字化車間體系執行層的主體系統。完成的任務主要包括:計劃排產與調度、產品裝配管理、工藝執行管理、生產物流管理、工序質量檢測與追溯、車間設備管理。執行層是整個數字化車間各功能模塊的集結,在整個數字化車間結構中起着承上啓下的作用,對數字化車間的運行起着至關重要的作用。
3)車間總線
主要就是各種通信基礎設施和通信終端,支持執行層和資源層的網絡互通,以及設備數據採集系統的信息流通。
4)基礎層
數字化車間體系基礎設備層主要包括:基礎設施、數字化裝備、線下輔助設備等。確保數字化車間中硬件設施的安全可靠運行,並能實時觀察運行狀態。基礎層與製造運行管理層之間主要傳輸生產運行、質量運行、設備維護、庫存運行等基礎信息。
一個設計良好的MES系統可以集成諸如生產調度、產品跟蹤、質量控制、設備故障分析、網絡報表等管理功能,使用統一的數據庫和通過網絡連接可以同時為生產部門、質檢部門、工藝部門、物流部門等提供車間管理信息服務。MES系統通過強調製造過程的整體優化來幫助企業實施完整的閉環生產,協助企業建立一體化實時的ERP/MES信息體系。MES為操作人員/管理人員提供計劃的執行、跟蹤以及所有資源(人、設備、物料、客户需求等)的當前狀態。MES 能通過信息傳遞對從訂單下達到產品完成的整個生產過程進行強化管理。當工廠發生實時異常事件時,MES能對此及時做出反應、報告,並用當前的準確數據對它們進行指導和處理。對異常事件的迅速響應使MES能夠減少企業內部沒有附加值的活動,有效地指導工廠的生產運作過程,既能提高工廠及時交貨能力,改善物料的流通表現提高生產回報率,也能提高產品和服務質量。MES還通過雙向的直接通訊在企業內部和整個產品供應鏈中提供有關產品行為的關鍵信息。MES是企業CIMS77信息集成的紐帶,是實施企業敏捷製造戰略和實現車間生產敏捷化的基本技術手段。MES系統可以為用户提供高響應、有彈性、精細化的製造業環境,能夠同時對大批量生產、多品種小批量生產、和兩者兼備的製造企業提供良好的製造過程信息管理。
MES系統必須導入以下數據以支撐系統良好運行
1. 產品物料清單(BOM7)
BOM主要分EBOM17(設計)和MBOM23(製造)兩種。EBOM體現產品組成結構,可用來生成物料需求計劃。MBOM體現產品的製造過程,可用來生成作業計劃,指導實際生產作業。EBOM來源於PDM42的EBOM樹,導入方式可分為緊密集成和非緊密集成兩種。緊密集成PDM直接和MES對接,利用集成接口導入所需數據,使用方便自動化程度高,但開發量大,兩個系統間互相牽制。後者連接鬆散,長期運行會產生數據偏差和人工混亂。智能製造系統都選擇緊密集成。
PDM支持建立多套的MBOM樹(有些甚至還有計劃BOM、採購BOM、工藝BOM等),和EBOM使用同一套圖紙和工藝文件,只是節點的組成結構不同,這樣就保證了EBOM和MBOM數據源的唯一性。
2. 工藝文件
MES中工序間的流轉由系統自動完成,工藝流程決定了工序流轉是MES運行的基礎。流程型企業一般工藝流程比較固定,數量也少,可在MES中直接創建。離散製造型企業工藝流程很多,系統內創建工作量太大且是重複勞動(,可以通過工藝文件導入,但是推薦和數字化設計系統直連集成,避免人為出錯可能。
工藝文件中除工藝流程外,還應有設備和工時設定信息。對設備派工時用設備信息來指定使用的設備機台。工時信息用於衡量工作量,是APS排程的重要依據。工藝流程中的工序名稱一般要求標準化,這樣系統可以按照工序自動派工、核算評估工序產能及對工序進行屬性定義。工序名稱必須統一才能讓系統高效無誤運行。如果全部重新修改工藝文件工作量太大,可以在系統內建立新舊工序名稱的對照表,由軟件系統自動解析。
3. 生產計劃和庫存數據
生產計劃一般在ERP中產生,通過集成接口導入到MES執行,完成狀態再返回ERP。如沒有ERP,也可在MES中直接輸入或創建生產計劃。MES可和物資庫存管理系統集成,計劃產生時自動讀取庫存數據,扣除可用數量,同時可指導現場作業配料。
4. 物料齊套清單
物料齊套是裝配型企業生產管理的重點難點。現場物料齊套的依據就是物料清單,不僅列出產品組成,還要考慮實際生產流程配科,配料可到工序。物料清單可從MBOM自動生成,也可以在工藝文件中看到。
5. 圖紙等技術文檔
出於降低成本以及技術、工藝的需要,很多企業希望能夠實現無紙化生產,生產過程中不再使用紙質圖紙、工藝等文件,所有文件均在MES中讀取。MES需要把所有圖紙技術文件導入系統內。
6. DNC系統數據
DNC系統中的設備、數控程序及任務完成情況等信息可以導入MES,MES可把生產任務信息導入DNC。
MES是對整個車間製造過程的優化,而不是單一的解決某個生產瓶頸。MES系統優化企業生產製造管理模式,強化過程管理和控制,達到精細化管理目的。加強各生產部門的協同工作能力,提高工作效率、降低生產成本。提高生產數據統計分析的及時性、準確性,避免人為干擾,促使企業管理標準化。為企業的產品、中間產品、原材料等質量檢驗提供有效、規範的管理支持。實時掌控計劃、調度、質量、工藝、裝置運行等信息情況,使各相關部門及時發現問題和解決問題。最終可利用 MES系統建立起規範的生產管理信息平台,使企業內部現場控制層與管理層之間的信息互聯互通,以提高企業核心競爭力。
製造執行系統MES通過反饋結果來優化生產製造過程的管理業務。生產過程追溯功能可使企業非常清楚產品的原材料是哪家、什麼時間提供的、接收人是誰、檢驗的參數、產品在生產過程中各環節的時間、技術參數、操作人員等信息。根據這些反饋信息,製造業企業可以解決企業產能成本過高,或者產品質量不穩定的原因,及時做出調整,有針對性的為客户提供更好的服務,發生客户投訴也能及時準確地為客户澄清問題,確認影響範圍。
產品生產過程的數據為生產管理決策提供有效的支持,讓生產過程的問題及時的暴露、及時地處理,從而有效遏制問題的發生,將產品的質量問題以及生產線的異常狀況消滅在萌芽狀態。MES可以為企業提供包括製造數據管理、計劃排產管理、生產調度管理、庫存管理、質量管理、人力資源管理、工作中心、設備管理、工具工裝管理、採購管理、成本管理、項目看板管理、生產過程控制、底層數據集成分析、上層數據集成分解等管理模塊。
製造執行系統MES可監控從原材料進廠到產品的入庫的全部生產過程,記錄生產過程產品所使用的材料、設備,產品檢測的數據和結果以及產品在每個工序上生產的時間、人員等信息。這些信息的收集經過MES系統加以分析,就能通過系統報表實時呈現生產現場的生產進度、目標達成狀況、產品品質狀況,以及生產過程中人、機、料的利用狀況,這樣讓整個生產現場完全透明化。通過工業互聯網平台,企業的管理人員無論何時身處何地有互聯網就能看清楚生產現場的狀況。身在總部的老闆亦能通過MES獲取信息運籌帷幄,遠在國外的客户當然可以來關心他們的訂單進度、產品品質。
三、集散控制系統DCS
集散控制系統,即分佈式控制系統,有時稱之為集散系統,是相對於集中式控制系統而言的一種新型計算機控制系統。它從集中式控制系統的基礎上發展、演變而來的。
DCS的嚴重依賴系統網絡,它是DCS的基礎和核心。網絡對於DCS整個系統的實時性、可靠性和擴充性,起着決定性的作用。對於DCS的系統網絡來説,它必須滿足實時性的要求,即在確定的時間限度內完成信息的傳送。這裏所説的“確定”的時間限度,是指在無論何種情況下,信息傳送都能在這個時間限度內完成,而這個時間限度則是根據被控制過程的實時性要求確定的。因此,衡量系統網絡性能的指標並不是網絡的速率——每秒比特數,而是系統網絡的實時性,即能在多長的時間內確保所需信息的傳輸完成。系統網絡還必須非常可靠,無論在任何情況下,網絡通信都不能中斷,因此多數廠家的DCS均採用雙總線、環形或雙重星形的網絡拓撲結構。為了滿足系統擴充性的要求,系統網絡上可接入的最大節點數量應比實際使用的節點數量大若干倍。這樣,一方面可以隨時增加新的節點,另一方面也可以使系統網絡運行於較輕的通信負荷狀態,以確保系統的實時性和可靠性。在系統實際運行過程中,各個節點的上網和下網是隨時可能發生的,特別是操作員站,這樣,網絡重構會經常進行,而這種操作絕對不能影響系統的正常運行,因此係統網絡應該具有很強在線網絡重構功能。
傳統的DCS作為生產過程自動化領域的計算機控制系統是個狹義的概念。現在的計算機控制系統的含義已大大擴展了,不僅包括過去DCS中所包含的各種內容,還向下深入到現場的每台測量設備、執行機構,向上發展到了生產管理、企業經營的方方面面。DCS正在向着更加開放,更加標準化,更加產品化的方向發展。傳統意義上的DCS僅是做到生產過程控制這一部分的自動化。現在工業自動化系統的概念擴展到企業全面解決方案的層次。
DCS的操作員站是處理一切與運行操作有關的人機界面功能的網絡節點,是一種完全對現場輸入、輸出處理並實現直接數字控制功能的網絡節點。一套DCS中要設置現場輸入、輸出控制站,用以分擔整個系統的輸入輸出和控制功能。這樣既可以避免由於一個站點失效造成整個系統的失效,提高系統可靠性,也可以使各站點分擔數據採集和控制功能,有利於提高整個系統的性能。
DCS的工程師站用來控制DCS系統網絡,它是對DCS進行離線的配置、組態工作和在線的系統監督、控制、維護的網絡節點。其主要功能是運用組態軟件對DCS進行組態配置工作的,並在DCS運行時實時地監視DCS網絡上各個節點的運行情況,使系統工程師可以通過工程師站及時調整系統配置及系統參數的設定,使DCS隨時處在最佳的工作狀態之下。所有的DCS都要求有系統組態功能,沒有系統組態功能就不能稱其為DCS。
DCS系統有沿時間線展開的,按照一定採樣頻率得到的整個系統節點和過程的所有實時數據,數據總量和時間成正比關係,裏面可以找到所有的生產過程中的正常、異常信號,和產生信號的開關,控制閥,原料物料的各種物理化學指標信息,是流程製造型製造業的數據寶藏。
2019筆者點評:這一節的內容目前來説在19年出現的唯一新鮮事物就是有一些人工智能的算法下放到了生產製造環節。很多質檢,無人操作,工藝判斷的環節開始有人工智能工作站作為一個環節嵌入到生產過程中間。這些人工智能算法的介入非常符合目前製造業的現狀,也能產生投入產出比合理的效益,建議廣大製造業從善如流。
下一節講“第三節 管理流程的數字化”