古代寶刀寶劍上為什麼會有花紋?日本波浪刀紋與中國馬齒嵌鋼,誰更高端_風聞
观察者网用户_236361-2021-05-28 16:35
作者|冷研作者團隊-人渣嘯西風
字數:3447,閲讀時間:約15分鐘
編者按:在很多古籍中,都能看到對於刀劍花紋的記載,最早能追溯到春秋戰國時期,《越絕書·卷十一·越絕外傳記寶劍》中就有描述龍淵、泰阿、工布三把寶劍的花紋:“欲知龍淵,觀其狀,如登高山,臨深淵;欲知泰阿,觀其釽,巍巍翼翼,如流水之波;欲知工布,釽從文起,至脊而止,如珠不可衽,文若流水不絕。”更著名的還有武松的雪花鑌鐵雙刀,就是因為刀身花紋是雪花狀所以才以此得名。但是為什麼刀劍會有花紋呢?刀劍的花紋有哪些種類呢?很多人可能只聽過沒見過,今天我們就來聊聊刀劍的花紋。
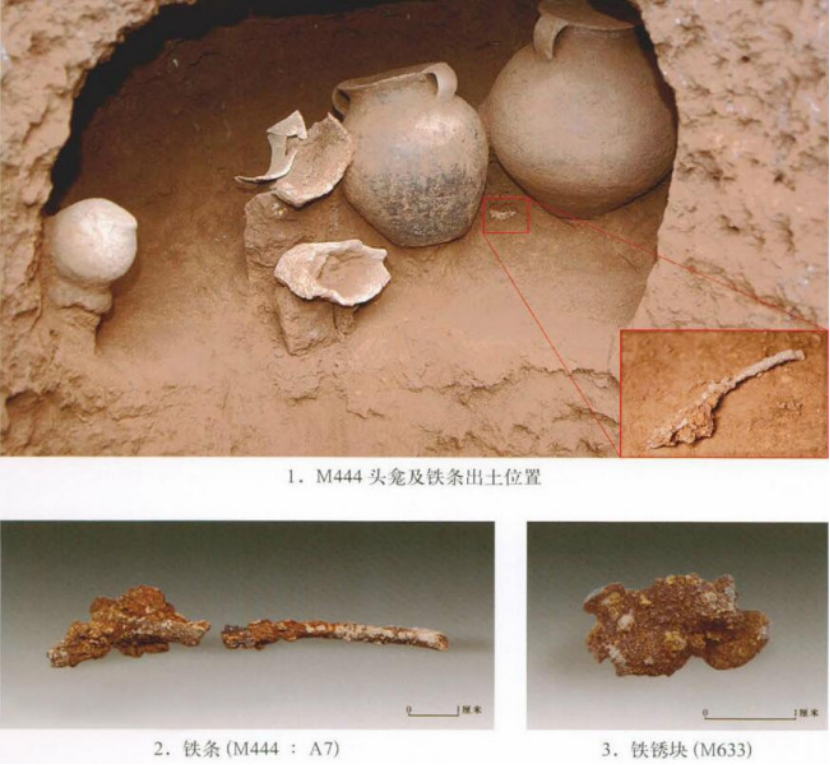
刀劍的花紋種類有很多,最常見的就是摺疊鍛打形成的花紋,這也是最早的花紋鋼出現的原因。我國目前發現最早的鐵器是2009年在甘肅省臨潭縣磨溝寺窪文化墓葬出土的兩塊鐵條,經清華大學及牛津儀器公司檢測,鐵條由“塊煉滲碳鋼”鍛打而成,屬於冶煉金屬。由於這兩個鐵條鏽蝕非常嚴重,其中一塊鐵條的內部已經完全鏽蝕,而另一塊鐵條內部尚存部分殘鐵。所以僅檢測鐵條年代誤差可能比較大。所以研究人員對墓主人的骸骨及墓葬中其他的文物進行了碳14檢測,最終認定該墓葬及鐵條的年代為公元前1510年~公元前1310年。也就是説早在商代我國就已經有鐵器了。

早期的鐵器因為冶鐵技術還比較原始,當時還不會使用鐵礦冶鐵,是使用現成的隕鐵來進行冶煉,所以古代有“採五山之鐵精,六合之金英”用來鑄劍的記載。主要就是漫山遍野找隕鐵,然後因為只有這麼幾塊,所以認為是大山地脈孕育出來的精華。而當時的冶煉技術也比較原始,所以冶煉出來的鐵有不少雜質,鐵質不勻,有的地方硬、有的地方軟,所以就只能反覆摺疊鍛打才能製作出鋼製較為均勻的鋼鐵,因為如果鍛打次數太多脱碳成為純鐵反而太軟,而且太過費時費力,所以一般只要大致均勻就可以使用了。因為鋼製不勻有的地方顏色深有的地方顏色淺,所以形成了花紋。而這種鋼劍在還是青銅時代的商周時期,面對青銅武器自然是無往不利,這也是為什麼漢代以前的古籍中特別喜歡吹捧寶劍,形容成神兵利器。而在漢代以後大規模冶鐵技術成熟,進入鐵器時代後,就只有古典小説中才會秉承傳統吹捧神兵利器了。

早期的刀劍因為鋼製不勻需要鍛打形成花紋,同時以筆者的使用經驗來看,確實摺疊鍛打的花紋鋼的切割性能以及保持性,也要比常見的一些鋼號的現代成品鋼要好一些,而且劈砍硬物的時候也相對來説更不震手,所以古代就比較追捧刀劍的花紋。於是現在雖然已經可以冶煉出鋼質均勻的成品鋼,但是為了追求花紋,會特意把兩種含碳量不同的成品鋼焊接扭轉折疊形成花紋,這種人工專門製作出來的花紋就很有規律。而且為了讓花紋明顯,首先要研磨的光滑平整,然後用酸液浸泡一下,因為鋼質不同對酸液的抗腐蝕能力也不同,導致花紋黑白分明,十分明顯。這也就是俗稱的酸洗。而且酸洗後時間久了因為表面氧化等等原因,紋路會變得越來越淡。這種現代焊接不同鋼板再摺疊扭轉製作出來的花紋鋼一般稱為焊接花紋鋼。
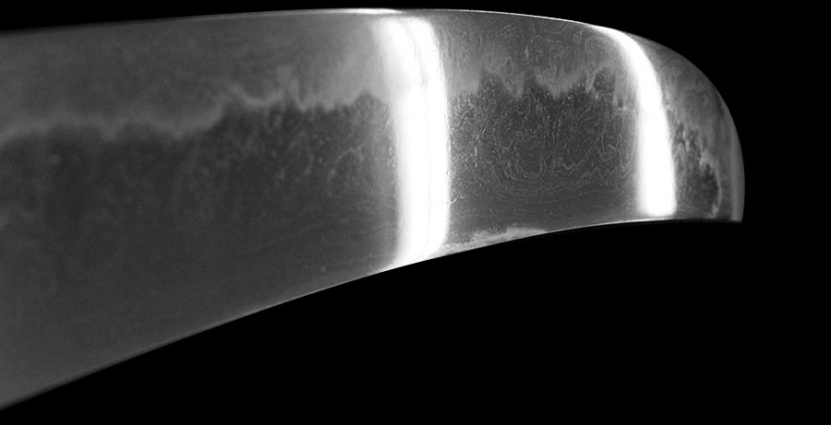
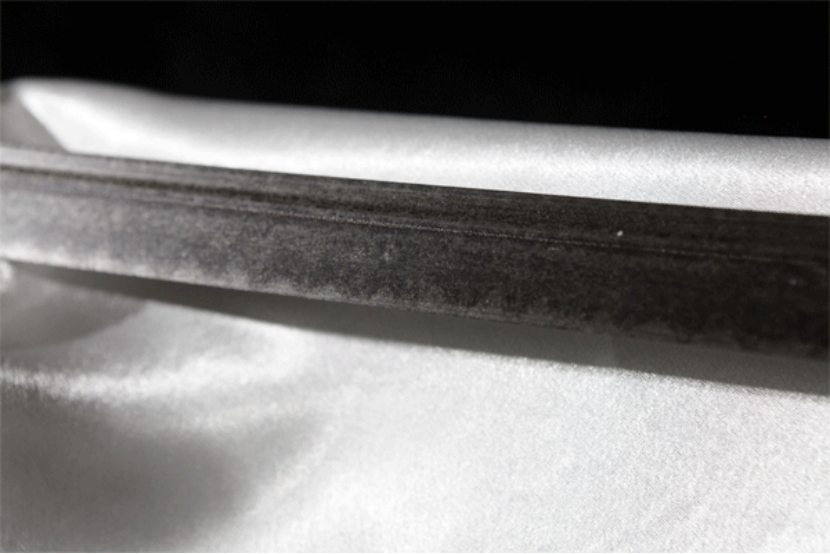
對於古董刀劍來説,本來就已經經過幾百上千年的歲月,鏽蝕了不少了,酸洗肯定是不行的,太破壞文物了。所以全靠手工研磨才能讓紋路顯現出來,用機器是磨不出來能看出來的紋路的表面的,拋光之後反而看不出紋路。因為沒有經過酸洗,紋路會比較淡。而且能研磨古董刀的研磨師手藝需要非常好才能不把古董刀劍磨報廢。人家研磨費用也是非常高的,都是按釐米算錢,一般一釐米2、300塊這樣子,而且是單面算的,另外一面研磨重新算錢。這也是為什麼劍比刀貴的原因,研磨費整整貴了一倍啊。上圖是一把研磨後的漢代劍,研磨後的表面上有一些過深的鏽坑沒法研磨掉,但已經可以看出花紋了。

▲筆者的松紋劍

▲松木板的紋理
雖説因為鋼製不勻鍛打出來形成的花紋相對不那麼規則,但是因為鍛打的手法不同,形成的還是有一定的規律的。古代劍一般最常見的就是松紋,沈括的《夢溪筆談》記載:“魚腸即今幡鋼劍頁,又謂之松文:取諸魚熟,視見其腸,正如今之蟠鋼劍文也”。按照沈括所説,宋代蟠鋼劍的花紋便像盤伏屈曲的魚腸,又像刨光後的松木紋理。

另外按照明代曹昭的《格古要論》記載:“鑌鐵出西蕃,面上自有旋螺花者,有芝麻雪花者。凡刀劍器打磨光淨,用金絲礬礬之,其花則見。價直過於銀。” 其中“金絲礬”的成分是硫酸鐵,而“用金絲礬礬之”的意思就是用硫酸鐵溶液擦拭刀劍表面,也就是前文所説的酸洗,這在古代就是正常的工序了。因為古代對於酸溶液的濃度控制不太精準,所以這種紋路大多是糙面紋,因為含碳量低比較軟的部分被腐蝕掉一部分,所以表面的花紋是凹凸不平的。而且因為工藝不同鑌鐵的花紋並不像松紋那樣一條一條的,而是像噪點雪花一般,所以稱為雪花紋。很多人認為鑌鐵就是製作大馬士革刀的烏茲鋼,這種鋼也是低温冶煉形成的,但是可以不用反覆摺疊鍛打就能使用,所以烏茲鋼屬於鑄造花紋鋼,是冶煉時因為鋼質不勻形成的花紋。
另外比較常見的就是日本刀的燒刃紋,這是日本的覆土燒刃的熱處理工藝形成的紋路。鋼材在被加熱到臨界温度後,保温一段時間,鋼材結構就會奧氏體化,然後以大於臨界冷卻速度的冷速快速降温就可以轉化為堅硬的馬氏體結晶,從而大大的提升鋼材的硬度。但是硬度過高就會變脆,所以古代常常使用局部熱處理的方法僅對刀刃進行更好的淬火,這樣刀刃的硬度高,刀身的韌性好。其中覆土燒刃是使用特製的黏土糊住刀身只露出刀刃,然後進行淬火,然後清理掉刀身燒硬的黏土進行研磨。這樣刀刃結晶形成堅硬的馬氏體導致和刀身顏色不相同,形成的刃紋。而同時日本人為了讓刃紋更加明顯和好看,所以在糊黏土的時候並不會整齊的露出刀刃,會專門弄出各種形狀,讓刃紋更加多變。同時也會對刀身和刀刃分別用不同工藝進行進行研磨,最終達成比較明顯的“黑底白刃”的效果。日本傳統方式冶煉出來的“玉鋼”也是需要摺疊鍛打才能保證鋼質均勻,所以玉鋼製作的日本刀的鋼材本身也會有細密的紋理,被日本人稱為地肌。

同樣為了保證刃區硬度和整體韌性,中國劍一般採用的是夾鋼工藝,簡單地説就是像三明治一樣,兩片軟鐵夾住中間的硬鋼在研磨出來後劍刃就是硬鋼,劍身由兩片軟鋼支撐,不易折斷。同樣也因為兩種鋼材含碳量不同所以顏色不一樣,形成夾鋼紋,因為夾鋼是很平整夾上去的,所以夾鋼紋一般都是劍刃口一條很直的紋路。不過有些夾鋼因為芯鐵較薄,夾鋼紋會比較窄,需要仔細看才能看出來。夾鋼的另一個好處就是鈍了很好打磨鋒利,畢竟只有劍刃較薄的一小段硬鋼。不像覆土燒刃,鈍了隨意打磨會磨花刃紋導致價值大大降低,而且刀刃太硬比較難磨。
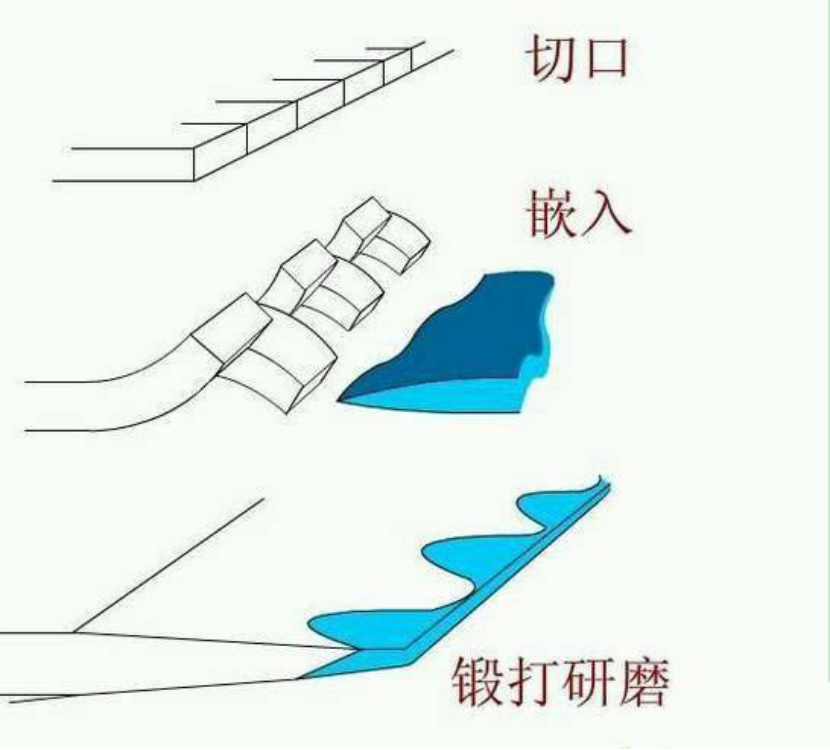
而中國刀經常會使用馬齒嵌鋼的技術來製作,和夾鋼原理一致,只是不是整個夾鋼進去,而是把硬鋼嵌進刀刃,這也就是老話説的“好鋼用在刀刃上”這句話的起源。馬齒嵌鋼的鑲嵌方法是在軟鋼刀坯上切出均勻的切口,像梳子一樣,然後將小口子一個隔一個的向不同方向掰開,把硬鋼嵌進去,再鍛打結合在一起。
這樣做出來的馬齒嵌鋼刀,在研磨後會形成均勻的如同馬的牙齒一般的刃紋,這種刃紋和日本覆土燒刃喜歡製作成的波浪形刃紋有些相似,但是實際上原理完全不同。而且日本覆土燒刃製作的刀也刻意為了區別,所以波浪一般會故意弄得並不均勻,而且波浪紋也有意弄的和馬齒嵌鋼不太相似以示區分。覆土燒刃因為受熱不勻,在不同比率的熱脹冷縮效應下,比較容易出現開裂的現象,有一定的報廢率。而馬齒嵌鋼對於好鋼的消耗量更少,而且報廢率要比覆土燒刃更低,更方便大量製作,而且研磨起來也不需要專門分段研磨來讓刃紋更加明顯,就不擔心使用的時候刮花研磨表面導致不值錢。刮花直接整體研磨一下刃紋就能再次顯露出來。所以在古代日本覆土燒刃的刀可以算是名刀,是需要細心收藏保養的,大多隻是作為玩物不捨得使用。但是中國的馬齒嵌鋼刀則就算普通士兵也有可能裝備。

傳統刀劍的主要花紋的種類就是以上這些,很多花紋看起來有些相似,但實際上完全不同,這就需要多經手實物,看得多了自然一眼就能區分出其中的區別。