以鋼鐵之強,系千鈞之重——高強度橋樑纜索鋼絲的生產_風聞
马氏体-2022-03-18 15:01
風檣動
龜蛇靜
起宏圖
一橋飛架南北
天塹變通途

1956年,毛主席在建設中的新中國第一座公鐵兩用長江大橋——武漢長江大橋下,留下豪邁的篇章。
從那時起,跨過長江,跨過大海,“基建狂魔”把越來越雄偉的大橋修到海角天涯,為祖國大地打通一條條康莊大道。

江蘇江陰長江大橋,1995年建成通車,主跨1385米,當時跨度中國第一、世界第四的懸索橋。

上海黃浦江閔浦大橋,2010年建成通車,主跨708米,當時世界上跨度最大的雙層公路斜拉橋。

武漢鸚鵡洲長江大橋,2014年建成通車,主跨2×850米,世界上最大跨度的三塔四跨懸索橋。
隨着中國大橋跨越的水域和山谷越來越寬、橋下的通航要求越來越高,造型優美的懸索橋、斜拉橋越來越多地矗立在祖國大地上。

懸索橋和斜拉橋都是利用橋塔托起纜索,利用鋼纜的抗拉能力吊起橋面。懸索橋的主纜由數萬根高強度鋼絲組成(上圖為江陰長江大橋主纜的實物模型)。顯然,高強度的鋼絲是建大橋所需的關鍵材料。
中央電視台最新的鋼鐵工業紀錄片《鋼鐵脊樑》拍攝了中信泰富興澄特鋼生產超高強度大橋纜索用鋼的畫面,讓我們跟隨鏡頭去一探究竟。

中信泰富特鋼是中國中信股份有限公司下屬企業,年產特殊鋼1400多萬噸,是我國最大的特鋼集團。旗下的江陰興澄特種鋼鐵有限公司(江蘇江陰簡稱“澄”)是重要的橋樑纜索用鋼生產企業之一。
冶煉大橋纜索用鋼,首先要確保鋼水純淨,儘量減少雜質元素和夾雜物,以提高鋼鐵的強度和韌性。

從高爐煉出的鐵水,在送入轉爐鍊鋼前,首先進行KR法脱硫。
攪拌頭插入鐵水包裏的鐵水中,旋轉產生漩渦,並噴入氧化鈣基脱硫粉劑,把鐵水中的硫元素轉化為硫化鈣除去。

鐵水在轉爐中吹氧脱碳,並加入各種合金元素,冶煉成鋼水(上圖是同屬中信泰富特鋼旗下的青島特鋼的100噸轉爐)。

轉爐冶煉完成後,鋼水倒入鋼包中,由鋼包精煉爐(LF爐)進行精煉。LF爐是一種對鋼包中的鋼水進行精煉的電弧爐。三根石墨電極插入由螢石、石灰等組成的爐渣中加熱,投入碳粉、碳化硅、硅碳合金等使爐渣具有強還原性(因此種爐渣的FeO含量很少,顏色發白,故稱“白渣”),而石墨電極與氧反應生成的一氧化碳讓爐內形成還原性氣氛,再加上向鋼水中吹入氬氣進行攪拌,充分脱除鋼水中的氧和硫,減少鋼中非金屬夾雜物的量。 在LF精煉過程中還可對合金成分進行微調。

接下來進行真空循環脱氣(RH)精煉。真空室的兩根管道插入鋼水中,吸起鋼水。向其中一根管的鋼水裏吹入氬氣,氣泡的混入使鋼水密度降低,從而上升進入真空室。在真空條件下氬氣逸出,同時鋼水中溶解的氫、氮等氣體雜質也逃逸出來,密度增大的鋼水就又從另一側管道流回鋼包中。氫和氮會導致鋼材變脆,通過循環脱氣可以將它們充分脱除。

通過連鑄機,鋼水被鑄造為方形或矩形的鋼坯(上圖為青島特鋼的六流小矩形坯連鑄機,同時澆注出六條鋼坯)。

鋼坯經過高速線材軋機的軋製成為直徑十餘毫米的線材,軋製速度可達每秒百米以上。上圖為青島特鋼的達涅利高速線材軋機(見設備上的白色“DANIELI”標識,達涅利是意大利知名冶金設備製造商)。
吐絲機將軋好的線材“吐出”成卷,這盤起來的線材也被稱作盤條。
對於性能要求相對較低的線材,例如輪胎鋼簾線所用的線材(只是相對於橋樑纜索鋼絲而言的“要求較低”,本身也屬於相當高端的線材了),從軋製後的紅熱狀態到室温,是在風冷輥道上吹風冷卻。然而,風冷一方面受環境温度影響,一年四季生產的盤條的性能不一致;另一方面風冷的冷卻能力較低,難以滿足橋樑纜索鋼絲所用的超高強度、大直徑線材的冷卻要求。
這要從橋樑纜索線材的特殊成分和性能要求説起。
高強度線材從成分上講屬於高碳鋼,含碳量在0.8%以上。對於鋼鐵材料,碳含量的提高會帶來強度的提高,但是也會因為形成大塊的碳化物而導致脆性增加。橋樑纜索要求兼具高強度和韌性,必須通過細化晶粒來同時滿足這兩個相互矛盾的要求。這就要求有快速而可控的降温過程,將剛剛軋製出的紅熱的線材迅速冷卻到五六百度,使鐵素體和滲碳體(Fe3C)交替析出為均勻細小的片層狀(片層間距小於零點幾微米),即形成非常細小的珠光體類組織——索氏體。

傳統上,以液態鉛作為冷卻介質(在328~1740℃保持液態,且具有很高的熱導率),但這顯然會造成環境污染。興澄特鋼採用在線水浴冷卻工藝,將800多℃的盤條浸沒入水中,通過水流實現精確控温。如果冷卻速度過慢,析出的珠光體片層間距太大,強度偏低;若冷卻速度太快,則會形成馬氏體、貝氏體等硬而脆的組織(一般意義上的鋼的淬火),都不利於在橋樑上的應用。
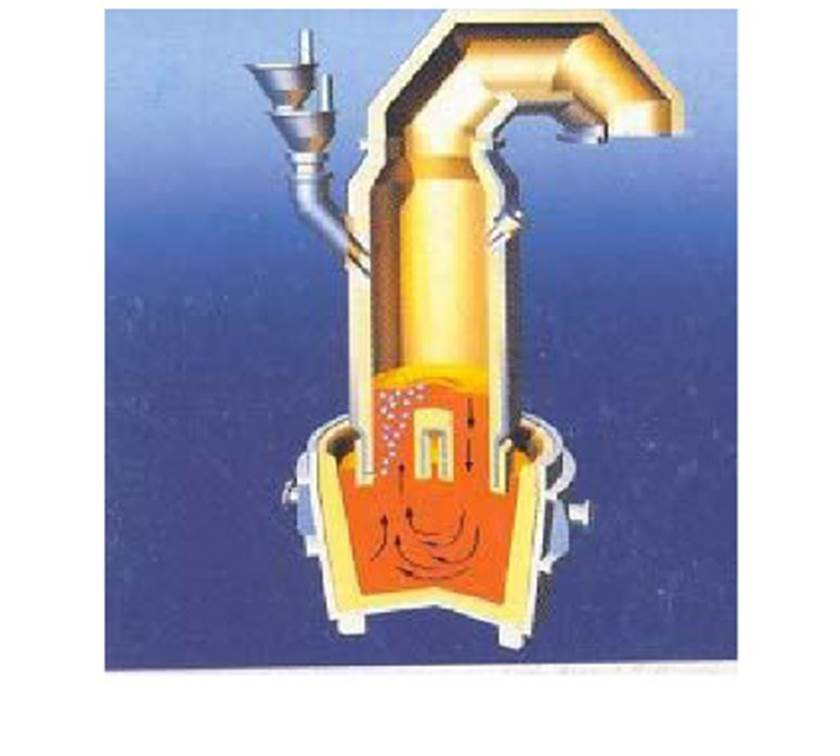
青島特鋼則採用離線鹽浴熱處理。對於風冷後的盤條,經過放線(把盤條重新展成直線)和加熱後,浸入500~600℃的鹽浴(熔融硝酸鹽)進行等温淬火,得到索氏體組織。

如此得到的高強度盤條,抗拉強度已達一千多兆帕,相當於普通鋼材的5倍以上,但要成為橋樑纜索鋼絲,還要再經歷冷拉拔的歷練,直徑從十幾毫米縮減到5~7毫米,而強度再提高約四分之一。

在鋼纜廠(視頻素材都是位於江蘇無錫的法爾勝泓昇集團),盤條經過放線,送入冷拉拔機組中,在強大的拉力作用下通過孔徑比鋼絲直徑更小的模具,實現變形和強化。

隨着鋼絲直徑變細,內部結構發生劇烈的變形,珠光體片層轉向沿着拉拔方向排列且變得更加細密,並且鐵素體內產生高密度的位錯,進一步提高了鋼材的強度。這個過程伴隨着鋼絲與模具間的強烈摩擦,需要加入潤滑劑,上面動圖展示的是固體潤滑劑,主要成分為金屬皂(脂肪酸鹽)和其他添加劑,被鋼絲裹挾進入模具後,能夠在鋼絲和模具間形成一層潤滑膜,減小摩擦力。

拉麪要反覆拉才能變得細長而勁道,但如果一次拉得太多就會把面拉斷;鋼絲的冷拉拔過程亦是如此,每次拉拔的變形量不能太大,經過九道次拉拔才能最終成型。
隨後,鋼絲浸沒入400多℃的鋅鋁合金液中,鍍上一層鋅鋁合金,提高鋼絲的耐腐蝕能力;同時,鋼絲髮生回覆,形變儲能釋放,位錯密度降低,雖然強度有所下降,但韌性提高,而得到保留的細密片層狀結構使得鋼絲仍能維持在很高的強度。
盤條拉拔為鋼絲的過程是連續進行的,但盤條的長度是有限的,因此先要把盤條首尾相連焊接起來。採用的焊接方法是電阻對焊,即把帶焊接的線材兩端緊密接觸,利用電阻熱加熱至塑性狀態,然後斷電並迅速施加頂鍛力,使兩側金屬融為一體,實現焊接。這種方法與之前介紹過的閃光對焊有些相似,適用於小尺寸、截面簡單的焊接。然而,安裝到橋樑上的鋼絲是不允許有接頭的,因此這些工藝性焊接接頭之後都會被找到並剪裁掉,只留下滿足長度要求的整根鋼絲。

一百多根鋼絲被組合為懸索橋主纜的組成單元——索股,其中的每根細鋼絲都能吊起兩三輛小轎車的重量。


長數千米、重數十噸到上百噸的索股被逐一牽引到位,上百個索股、上萬根鋼絲組合為一根直徑可達1米左右的主纜(上圖為剛剛建成通車的濟南鳳凰黃河大橋),通過垂下的吊杆吊起下方的橋面(下圖為武漢鸚鵡洲長江大橋)。

對於斜拉橋,則是由鋼絲組合成較細的拉索,通過數百根拉索把橋面斜掛到橋塔上(下圖為擁有全世界最高混凝土橋塔的貴州平塘特大橋)。

無論是懸索橋還是斜拉橋,都是把橋面的重量轉化為鋼纜拉力,充分發揮鋼纜的抗拉強度,實現大距離的跨越。
隨着橋樑跨徑的增長,對纜索強度的要求也就水漲船高。在同等條件下采用高強度鋼絲還能減輕橋樑重量和風阻,降低建造成本和材料消耗,例如對於懸索橋,主纜所用鋼絲的強度每提高100MPa,主纜就能減重約10%,也就是上千噸的重量。
上世紀八九十年代起,我國開始建造大跨徑懸索橋和斜拉橋,起初纜索鋼材全部依賴進口。上世紀90年代,我國通過合資、引進的形式實現了纜索鋼絲的國產化,但作為拉拔鋼絲原料的盤條仍需進口。進入21世紀,中信泰富(興澄特鋼和青島特鋼)、寶鋼、沙鋼等國內鋼鐵企業相繼突破橋樑纜索鋼絲用盤條的生產技術。

我國完全國產的橋樑纜索鋼絲,從應用於蘇通長江大橋(斜拉橋,主跨1088米,建成時為世界第一)、舟山西堠門跨海大橋(懸索橋,主跨1650米,建成時為世界第二,上圖)的1770MPa,追趕到廣東南沙大橋(原稱虎門二橋,主跨1688米,建成時超越西堠門大橋成為世界第二)上具有國際先進水平的1960MPa,終於在滬通長江大橋(主跨1092米,世界最長公鐵兩用斜拉橋)上實現2000MPa級鋼絲的首次實際應用,在建設中的深中通道伶仃洋大橋(主跨1666米的懸索橋)應用更高強度的2060MPa鋼絲,如今興澄特鋼更是研製出用於生產2200MPa級鋼絲的盤條(強度1600MPa,下圖)。
在超高強度橋樑纜索鋼絲上,從跟跑、並跑到領跑的跨越,是我國鋼鐵行業向更高技術水平邁進的縮影,也是基建狂魔進入超級橋樑建設“自由王國”的堅實支撐。
更加宏偉的中國橋,還在藍圖中!
相關閲讀:

雖無球差校正眼,但懷掃描透射心
從一閃而過的熒屏畫面中解析工業生產流程
破解材料密碼,見證中國科技進步
做一個比鐵還硬、比鋼還強的工業黨
歡迎關注個人微信公眾號“材聞窗外事”
參考資料:
中央電視台. 《鋼鐵脊樑》 第6集鋼鑄未來.(濟南鳳凰黃河大橋主纜架設、法爾勝集團鋼絲冷拉拔、興澄特鋼盤條生產)
https://tv.cctv.com/2021/12/04/VIDEeD6RNoxeyu98Hb9KZmLf211204.shtml
中央電視台. 《超級工程Ⅱ》 第二集 中國橋.(法爾勝集團鋼絲冷拉拔,13:40開始)
中央電視台.《走近科學》 20170629 超級懸索橋(下).(青島特鋼盤條生產,19:15開始)
孫中偉,陳海燕,張劍鋒,白雲,許曉紅.高強度大橋纜索用盤條生產現狀分析.中國冶金,2019,29(01):66-69.
王林烽,陳華青.Φ7.0mm 2000MPa級橋樑纜索用熱鍍鋅鋁合金鋼絲的研製.現代冶金,2018,46(06):16-20.
葉覺明. 承前啓後,推動橋樑纜索製造業持續健康發展.2011金屬製品行業技術信息交流會論文集,2011:38-42.