為什麼我國冷連軋技術的突破是在“國產化”政策之外?_風聞
西方朔-01-24 05:04
路風 北京大學政府管理學院
2021-11-18 17:15自改革開放始,中國領導層歷來把重大工程當作是推動中國經濟發展的重要條件和手段。在中國的政策語彙中,重大工程指的是由國家規劃的、涉及面廣的或具有戰略意義的重點建設項目,通常發生在能源、基礎材料、交通運輸和國土改造等領域,如三峽工程、西氣東輸、北煤南運、高速鐵路等,以及工業領域的寶鋼、百萬噸級乙烯生產裝置、特高壓輸變電、核電站等。
一般來講, 一個重大工程需要由眾多的設備所組成,其中主要的或重要的設備在中國的政策語彙中被稱為“重大技術裝備”。
1983年7月12日國務院頒佈的《關於抓緊研製重大技術裝備的決定》被認為是首提“重大技術裝備國產化”的標誌性文件,該文件確定對當時10個重大建設項目的成套設備進行以引進國外先進技術為前提的“國產化”。
重大技術裝備國產化是一個受到政府政策和社會輿論重視的話題。不過,這個話題之下仍存在很多模糊之處,例如什麼是“國產化”,國產化和自主創新是什麼關係,“重大技術裝備”與“重大工程”又是什麼關係。對此,北京大學路風教授有着深入的研究和思考,他密切關注中國工業領域發展多年,對相關企業展開長期走訪調研,其調研文章接下來將陸續發表於瞭望智庫 “進擊的中國工業”專欄中。
本篇,讓我們來系統回顧作為重大技術裝備之一的冷連軋機組的重大突破過程,透過其中的艱難摸索,感悟幾代人的奮鬥精神。
文 | 路風 北京大學政府管理學院
編輯 | 謝芳 瞭望智庫
1
中國20年未突破的重大技術裝備
冷連軋機組屬於“重大技術裝備”。從上世紀80年代初開始,冷軋機組就一直是國家關注的重點領域,多次被列入以引進國外先進技術為前提的“國產化”項目之中。但是,經過20年的努力,始終沒有突破。
1983年7月12日國務院頒佈的《關於抓緊研製重大技術裝備的決定》被認為是首提“重大技術裝備國產化”的標誌性文件,該文件確定對當時10個重大建設項目的成套設備進行以引進國外先進技術為前提的“國產化”。這10個項目中的第6項是寶山鋼鐵總廠第二期工程成套設備,其中包括了大型冷、熱連軋成套設備。
1998年2月12日,國家經貿委、國家計委在關於下發《“九五”國家重大技術裝備研製和國產化工作的規劃方案》的通知中稱,國家在“九五”期間選擇了10項對國民經濟建設有重大意義,市場需求量大、進口量大、技術難度大,且與國家重點建設工程和重點技改工程相結合,急需研製的重大成套設備和重大關鍵設備,經國務院批准確定為“九五”重大技術裝備國產化研製項目。它們被列入“九五”國家重大技術裝備研製和國產化規劃,並納入國家計委編制的“九五”國家科技攻關計劃。
這10項重大技術裝備的第5項是薄板坯連鑄連軋成套設備,文件規定要“結合珠鋼、包鋼、邯鋼三套薄板坯連鑄連軋生產線的引進和其它薄板坯連鑄連軋項目建設需要,消化吸收引進技術,實現熱連軋成套設備及薄板坯連鑄連軋關鍵設備國產化”。
直到2006年,國務院頒佈的《關於加快振興裝備製造業的若干意見》又列出16個需要重點突破的領域,但以“能夠儘快擴大自主裝備市場佔有率的重大技術裝備和產品作為重點”的説法,替代了以前的“國產化”概念。在這16個重點領域中,第5個是“研製大型薄板冷熱連軋成套設備及塗鍍層加工成套設備,實現成套設備國產化,滿足汽車工業和家電等行業發展需要”。
回顧上述官方政策的文本,可以看出: 第一,冷連軋機組(成套設備)曾經屬於政策認定的“重大技術裝備”;第二,它曾經被認定為需要由國家支持的重點領域;第三,做了好多年也沒做成。
一個需要澄清的關鍵問題是,被許多人認為是支持中國裝備工業發展的“國產化”政策,其實是以“引進國外先進技術”為前提的。因此,從邏輯上講,“國產化”政策是從屬於引進政策的,但不是“自主創新”政策。“國產化”政策下的典型做法是引進國外成套技術,由外國公司總包和技術總負責,然後由中國企業通過“聯合設計”、“聯合制造”參與其中,其政策目的是通過這種“消化、吸收”過程掌握“核心技術”。
雖然這樣講肯定會得罪許多人,但本文講的故事恰恰證明,這種“國產化”政策阻礙了中國重大技術裝備的技術進步。 當然,本文更重要的目的不是糾結“國產化”政策的得失,而是通過中國一重突破冷連軋技術的故事指出,我們至今仍然在低估中國工業取得的成就。
2
一重突破冷連軋技術的過程
冷軋是鋼鐵工業的下游深加工工序。
鋼鐵生產從鐵礦石和煤炭(經過燒結和焦化)開始,經過高爐鍊鐵(鐵水的一部分可以經過鑄鐵成為最終產品)、轉爐或電爐鍊鋼,煉出的鋼水通過連鑄或鑄鋼形成各種鋼坯,然後再經過軋製成為各種各樣的板材、管材、線材和型鋼。對一部分經過熱軋的板材,經過酸洗(洗掉氧化物)再進行冷軋後就製成冷軋薄板(可以鍍鋅、鍍錫和彩塗)。
雖然只是鋼鐵工業產品中的一部分,但冷軋薄板是鋼材的高端產品,而冷連軋機組也是軋鋼機中技術含量最高的設備。冷軋薄板在生活中隨處可見,汽車車身是冷軋薄板,洗衣機外殼也是冷軋薄板,上樓乘坐的電梯裏面那銀白色的壁板也是冷軋薄板。
在自力更生年代,中國已經開始自主設計和製造冷軋機,但數量很少,經驗也很少。改革開放後,國家技術政策改為以引進外國先進技術為主,中國企業以“合作製造”的方式參與了進口大型冷軋生產線的部分生產。 但從改革開放之初直到2000年,中國工業從未自主設計、製造過整條冷連軋生產線。
前身為第一重型機器廠的中國一重,建廠規劃就是以製造冶金等重大成套產品為主。在自力更生年代,一重參與過冷軋機的自主開發,在改革開放後,一重也參與過進口冷軋生產線的“合作生產”,但在所有重大設備都以進口為主的條件下,一重沒有機會自主開發冷連軋機組。儘管如此,一重一直在積累技術,不斷地進行自主開發,而且一直懷有自主開發冷連軋機組的願望。
世紀之交,鞍鋼要改造升級,其主要舉措是擴大冷軋產品的品種和生產能力。隨着中國汽車和家電製造業的迅猛發展,市場上對優質冷軋板材的需求量越來越大。當時在國內鋼鐵企業中,只有寶鋼能夠生產高級冷軋薄板,且擁有從國外引進的三套大型冷軋設備,但產能遠遠滿足不了市場需求,國內急需的冷軋薄鋼板需要大量進口。
值得歷史銘記一筆的是,當時鞍鋼的領導決定在改擴建過程中採用國產設備。當時的鞍鋼老總劉玠説冷軋機外國人可以做,為什麼中國人不能做?彼時,市場化改革的進展也已經讓企業可以自己選擇設備了。 就是鞍鋼的這個決定,給了一重在冷連軋機組方面實現突破的機會。
2000年5月,鞍鋼與一重簽約,由一重集團為鞍鋼設計、製造一套1780mm冷連軋機組,它是製造汽車和家電用鋼板的關鍵設備。當時在國際上,大型冷軋機組只有德國、日本等少數幾個國家能夠設計製造。從國外進口同類冷軋機組需14億-17億元人民幣。
一重在設計、製造這個機組的過程中,採用了多項世界前沿技術和創新技術及先進工藝,各台軋機同步裝配,加工中反覆研磨,使得機組的裝機水平、設備結構、製造精度、綜合性能控制指標、產品精度指標等完全達到了國際先進水平,其中軋製過程中正負彎輥無死區切換等關鍵技術領先於國際先進水平。
2002年6月底,一重經過近18個月的奮力拼搶,製造完成由5台軋機組成、總重4146噸的1780mm冷連軋機組;設計軋製力為2500噸,最高軋製速度為每分鐘1350米。
一重為鞍鋼提供的1780mm冷連軋機組。圖源:一重官網
2003年6月中旬,該生產線在鞍鋼一次試車成功,順利軋出了厚度為0.3mm的高質量冷軋薄板。7月份,該軋機再創紀錄,軋出厚度僅0.2mm的超薄板材。負責現場調試的專家指出,在高速軋製的情況下,能十分穩定地軋製出超薄的冷軋卷板,即使國外的一些知名企業生產的軋機也難以做到。這條線軋出的帶鋼寬1630mm(也就是1.63米),主要用於生產汽車板。
此後,中國汽車工業進入高速增長階段,於是這條線既讓鞍鋼賺錢又推動汽車工業升級。

鞍鋼生產的鍍鋅汽車板。圖源:鞍鋼集團官網
隨後,一重又為鞍鋼做了4套冷軋機組,其中有2套值得單獨一提:第一是在2004年交付的1500mm機組,它是用來軋製硅鋼板的;第二是2006年3月29日在鞍鋼一次負荷試車成功的2130mm酸洗、冷連軋聯合機組,它具有世界領先水平,是冶金行業生產高等級家用電器板和汽車板材等產品的關鍵設備,具有廣泛的實用價值。
酸洗、冷軋聯合機組的含義是這樣:熱軋後的鋼板表面會有氧化物,不能直接用於冷軋,需要經過一道酸洗工序把氧化物洗掉;材質不一樣,酸也不一樣,洗掉氧化物之後的鋼板就變成純金屬銀白色的。過去,酸洗和冷軋機是分離的,中間通過天車倒騰過來,過程很複雜。一重的酸軋聯合機組與日本、德國最先進的機組一樣,熱軋卷被酸洗之後,通過激光焊機焊接起來,直接送到冷軋機裏,如果沒有問題就24小時不停機,不斷生產出來一卷連一卷的冷軋板。
一重提供的這5條冷連軋線使鞍鋼成為生產汽車板、家電板、冷軋硅鋼(電工鋼)等精品板材的主要企業。2006年,一重還為唐山建龍建成900mm四機架冷連軋機,並且實現了自主設計、技術總包的突破。

圖源:一重官網
2005年,“鞍鋼1780mm大型寬帶鋼冷軋生產線工藝裝備技術國內自主集成與創新”項目被中國鋼鐵工業協會、中國金屬學會授予全國冶金科學技術特等獎。2007年1月17日,這個項目又獲得國家科技進步一等獎。 有關報道稱,“此生產線建成投產表明我國已經掌握了冷軋成套設備製造技術和工藝生產控制兩大核心技術,對我國冶金重大裝備國產化做出了突出貢獻”。
迄今為止,冶金設備領域也就是這個軋鋼機項目得過國家科技進步一等獎。1780mm大型寬帶鋼冷軋生產線項目之所以由鞍鋼領銜受獎,是因為鞍鋼扮演該項目的技術總負責。這説明了“系統集成者”對於重大成套裝備創新的重要性。不過,當一重後來逐漸“羽翼豐滿”後,它自己就成為冷連軋生產線的技術總負責方。
獲得協會大獎時,中國鋼鐵協會在西安西重所舉行冶金行業國產化表彰大會,把鞍鋼劉總表揚得很高興。當時與會的寶鋼就覺得有點不舒服,説這是怎麼回事兒,應該是寶鋼把這個先做了啊,怎麼居然讓鞍鋼先做了?
隨後,寶鋼集團一個副總經理帶了12個工藝、設備等方面的專家來拜訪一重設計院。 寶鋼的要求很“簡單”,就是要建一個世界最高水平的冷連軋機組。
最後確定的是一個1420mm高速超薄帶鋼冷軋機組,它軋製的超薄鋼板在鍍錫後用於食品及醫療器械等行業,速度要達到每分鐘軋製1700米鋼板,相當於每秒近30米。當時這種超薄帶鋼主要都是進口的,國內不能規模化生產。
2006年2月,寶鋼與一重簽約,由一重開發這種軋機。因為難度大,這個項目的開發週期比較長,於2009年在寶鋼梅鋼安裝投產。投產後的效果非常好,速度、產量、質量都不錯,得到當時的寶鋼董事長徐樂江的高度評價。寶鋼以前的冷軋生產線都是進口日本和德國的,而一重這條線的產品質量和產量不比德國在寶鋼的生產線差,個別指標甚至超過了國外水平。
後來一重為武鋼設計、製造的1550毫米冷連軋生產線,其穩定性和產品質量也達到或超越了國外同類軋機。 這説明中國人做高速薄帶冷軋機的技術達到了世界水平。
3
中國發展冷連軋設備的歷史回顧
一重在冷連軋成套設備上的突破意義重大——到底有多“重大”則需要置於歷史的視角才能看清。
在改革開放之前奠定中國工業體系基礎的30年(也是實行計劃經濟的時期),中國工業自主製造的冷連軋機組屈指可數,能查到的就三個:
【注:這指的是大型現代化的軋機機組。實際上中國從1950年代後期就生產了數量眾多的各式各樣的小型軋鋼機,直到今天許多在農村地區發展起來的民營鋼鐵企業也在使用小軋機。】
一個是1971年在太原鋼鐵廠正式投產的2300mm合金鋼板冷軋機,第二個是1984年在重慶鋼鐵廠正式投產的700mm極薄帶鋼軋機,兩者都屬於自力更生年代中國機械工業開發的“九大設備”,其產品用於軍工。
第三個是1965年,機械部和冶金部安排開發本溪鋼鐵公司生產的1700mm熱連軋機和冷連軋機,一重參與了這兩套設備的開發。其中的冷軋線長1400米,由8個機組共440多台設備組成,由一重、沈重、太重和其他單位研製。由於時代因素等的干擾,這套冷軋機組到1977年才完成設計製造,後因國家壓縮基建投資而沒有投產。雖然這兩條熱軋、冷軋線都是1960年代的技術水平,但由於“大型冷、熱連軋板機是世間稀少的成套設備”,所以開發這兩套機組的成功之舉“開創了我國研製冷、熱連軋板機的歷史”。
【注:關於本溪鋼鐵的設備,《中國機械工業技術發展史》(李健,黃開亮 主編,北京:機械工業出版社2001年出版)稱這條冷軋生產線於1983年投產(第1271頁),但我們的受訪人説沒有投產。查閲本溪鋼鐵公司的大事記,其記錄中只提到,“1980年3月26日,我國第一套自行設計、製造和安裝的大型軋機——1700mm熱連軋機聯動試車成功”,但沒有提到與之相關的冷連軋生產線。本鋼公司大事記關於冷軋線的記錄是,“1987年9月24日,國家正式批准本鋼利用外資建設冷軋項目”,而這條線是在“八五”(1991-1995年)期間建成投產的,其“主要設備技術從法國、德國、奧地利、美國、日本等引進,整體設備達到90年代國際水平,年產為70萬噸。”可以相信,1970年代一重參與的中國第一個自主開發的大型冷連軋項目確實“夭折”了。】
從上述介紹中也可見,計劃經濟時期開發大型成套設備的“系統集成者”是政府的工業部門。 這個體制有雙重結果:一方面在技術水平較低的條件下可以由政府動員企業參與大型項目的開發,另一方面也阻礙了企業發展出系統集成的能力。
改革開放之後,中國放棄了自主開發大型成套設備的努力,改為以引進技術為前提的國產化方式(即在引進項目的內容中增加國產的比例)。那時,中國企業涉足冷軋設備製造最具代表性的事件是為寶鋼提供成套設備。
寶鋼一期工程(1978-1985年)沒有建冷軋設備;寶鋼二期工程建成的2030mm冷連軋機組(1986年),由德國西馬克與上海重機廠、東風機器廠等合作製造;寶鋼三期工程建成的1420mm冷連軋機組(1997年)由德國西馬克、日本新日鐵與中國重型機械總公司、一重、上重、南京高速齒輪箱廠(南高齒)和上海電機廠等合作製造;1550mm冷軋機組(1999年)由日本日立、德國西馬克與中國重型機械總公司、一重、二重、南高齒、上海電機廠合作製造。
這裏解釋一下, 所謂“合作製造”其實是在國產化政策下的進口,即由外國公司總承包和技術總負責,由中國企業參與制造(即中國企業扮演分包商角色)。實際上,即使政府沒有要求國產化的引進項目,外國企業全部自己生產賣給中國的設備也不划算。因此,所謂“進口冷軋機”並非是整個機組百分之百地從國外運來,而是由外國公司總承包,把其中一些部件分包給中國企業生產。
從改革開放之初到1990年代末,國內大概上了30多條冷軋線(大多是小線),基本上都屬於以這種方式從日本和德國引進的。一套引進的機組,日本企業自己供貨大約60%,而德國企業約40%。總體趨勢是中國企業生產部分的比例越來越高,到1990年代末,外國企業供貨30%,國內生產70%。
不過,中國企業到那時還未自主開發過成套冷連軋設備。
有關中國機械工業技術的權威著作《中國機械工業技術發展史》在談到1990年代末中國設備與國外先進水平的差距時這樣評價,“冶金設備方面,突出反映在現代設計水平的差距,如大型冷、熱連軋板機長期依賴國外,由外商技術總負債、成套設計,國內僅參加聯合設計、合作製造;高精技術裝備國內研製較少……”
4
一重的歷史功勳
這種局面隨着一重冷連軋機的突破,在進入21世紀之後被徹底“翻盤”。
從2000年到2017年,一重一共向國內用户交付了24套冷連軋機組(生產線)。中國在2000年之後的幾年從外國企業“進口”的則不過十幾套,而且其中有10套是外國企業與一重合作生產的。 2000年以後的“進口貨”也發生了較大的變化,一條冷軋線的90%甚至95%以上“內容”都是由中國企業供貨的,外國企業提供的就是一點點核心技術。除了一重,中國二重和西重所後來也提供過冷連軋機組,但那是在一重突破之後,而且只有少數幾條線。
中國冶金設備工業一個偉大但今天卻被遺忘的成就是,在一重為鞍鋼研製成功2130mm酸洗、冷連軋聯合機組(2006年)之後,中國鋼鐵工業就很少再進口冷連軋機組。從邏輯上看, 很少進口的原因是在中國之外已經沒有比中國設備先進太多的冷連軋機了,何況中國設備的價格更便宜、交貨期更短、服務更好。寶鋼最近在其湛江鋼鐵項目中上了兩條冷連軋生產線,是由三菱日立技術負責的,不過,這已不是主流。
不知道今天還有多少人記得,直到1992年,中國用於轎車和家用電器外覆蓋件的冷軋薄板還全部依靠進口。
那一年,寶鋼在富於遠見的黎明董事長的領導下,決定生產汽車板。經過6年的努力,寶鋼的汽車板生產才達到盈利的水平。直到1990年代末,寶鋼還是中國惟一能夠生產汽車鋼板和家電鋼板的鋼鐵企業。
寶鋼最初用來軋製汽車板的2030mm冷軋機組是二期工程建成的,本不是按軋製汽車板設計的,所以寶鋼對設備進行技術改造並添置了精整、剪切和清洗等設備(三期工程建的1420mm冷連軋機組軋製的鋼板太窄,不能用於汽車)。當汽車板成為贏利項目後,寶鋼又從日立製作所進口了一套1550mm冷軋機組,於2000年3月投產。因此,到世紀之交,全中國能夠生產大型冷軋薄板的設備只有寶鋼的三套進口冷軋機組。
僅就這一個事實看, 一重在2000年之後突破冷連軋機組技術是中國鋼鐵工業的一個重要事件,此後鞍鋼、武鋼、馬鋼等企業能夠紛紛進入汽車板領域無不與這個突破有關。今天,一重的冷連軋機組甚至讓河北省“村裏”的企業都能生產高質量冷軋薄板——僅僅十幾年已是“滄海桑田”。
在亞洲金融危機導致的世界經濟衰退中,德國施羅曼•西馬克公司(SMS)與曼內斯曼•德馬克公司(Demag)的冶金部門於1999年合併,新成立的公司命名為西馬克•德馬克公司(SMS Demag AG),西馬克佔股72%,德馬克佔28%。這兩個企業都是有百年曆史的老牌公司,其中西馬克曾經於1904年向中國漢陽鐵廠提供了首套軋製設備。2000年,日本三菱重工的制鐵部門和日立製作所的制鐵部門也合併成立三菱日立制鐵機械株式會社。
從那時至今,在全球範圍內能夠製造大型冷連軋機組的企業只有3個:德國的西馬克•德馬克、日本的三菱日立制鐵機械,還有中國一重。
目前,西馬克•德馬克和三菱日立在中國市場上已經失去了競爭力,但仍然主導着國際市場。一重只向非洲的尼日利亞出口過一套900mm五機架冷連軋機組,於2013年4月投產運行。2013年7月,尼日利亞董氏集團與一重又簽訂1450mm單機架可逆冷軋機組工程的總包合同。此外還有土耳其企業在與一重談判,有購買一重冷連軋機組的意向。
總之,一重冷連軋設備進入國際市場的道路還很長,但前景會越來越好—— 既然中國鋼鐵產量佔全世界鋼鐵產量的一半以上,那麼能夠主導中國市場的企業離主導世界市場還會遠嗎?
5
“國產化”政策哪裏出問題了?
這裏有一個重要問題,為什麼政府從1983年就提出重大技術裝備國產化的政策,但一重卻遲至2003年才突破冷連軋成套設備的技術?
答案會令許多人感到意外—— 因為政府在20年的時間裏從來沒有允許中國企業開發冷連軋成套設備技術。
我們問過一重集團大連工程技術有限公司的技術總監張總,一重一直想做冷連軋機組,但為什麼直到2000年之後才做?他的回答是:那時都是進口成套機組,哪裏有機會做?
從技術上講,雖然中國企業在2000年之前就參與了“進口”冷軋機組的製造,而且貢獻的比例逐漸加大,但是,由於成套設備與單個設備之間存在着質的不同,所以中國企業最終能夠自主開發出冷連軋機組不可能僅依靠漸進的分包方式,而必須經歷一個一舉掌握“核心技術”的突破——也就是從一開始就自主開發成套機組。
什麼是冷連軋的“核心技術”?張總解釋説,早就能生產單個軋機的一重之所以一直沒有突破連軋機組,關鍵的障礙是不知道怎麼確定整個生產線的工藝參數,如變形抗力實驗曲線、速度、張力等等。雖然國內好多專家教授出過書,講冷連軋怎麼控制和計算,但那只是理論上的。例如,他們曾經把機組的張力定為80噸,但經不起考問為什麼是80噸。請鋼鐵企業有經驗的首席專家看,回答説差不多,要不就定為85噸吧,但一重的技術人員還是需要理解為什麼是85噸。
張總説,一重有個領導曾經説他們的設計沒有“根”——它其實就是做出一個成套設備並投入實際運行的經驗。 自己沒“根”就總覺得領先者的技術高深莫測。因此,當一重在2000年開始設計第一條冷連軋生產線時,最艱難的地方就是工藝參數的確定。為解決這個問題,他們去鞍鋼和寶鋼學習考察,從實地的生產線設備上獲取一些數據,然後反覆修正、調整參數和摸索,開發出計算模型。
由此可見,用户採用“首台首套”設備確實是有風險的。因此,鞍鋼對於一重冷連軋機組的突破確實功不可沒。 但更重要的是,這個證據恰恰説明以引進技術為前提的國產化方式並不能讓中國企業掌握冷連扎機組的“核心技術”,因為這種方式永遠不會讓中國企業去自主確定整個生產線的工藝參數。由此,這個“國產化”政策反而使中國在冷連軋技術上的突破被耽誤了20年。
一旦突破第一條冷連軋機組,一重在這個領域的技術就有了“根”。用更理論的話説,就是擁有了產品開發平台,使一重的技術團隊可以從理論到實踐、再從實踐到理論地修正、調整和改進設計,逐漸把基礎打牢。不過,突破仍然是在深厚積累的基礎上完成的。
張總是1987年大學畢業後進一重工作的,那時他的前輩已經研究冷連軋很多年了。他開玩笑説,“一重是三代人花60年時間研究了六根輥子,到我們這代才敢在國際上説我們能夠做好六輥軋機。”
今天,一重已經掌握了全系列冷連軋機的技術,可以設計製造從750mm到2130mm的冷連軋機,包括750、950、1050、1250、1420、1450、1500、1550、1780、2130mm等規格。
一重不僅能夠根據規格,還能夠根據產品的性質來設計、製造冷連軋機組。冷軋工序最難生產的產品是汽車板和取向硅鋼片。生產不同的產品需要不同的設備、採用不同的設備和技術(如生產碳鋼產品和硅鋼產品的設備和工藝就不完全相同)。一重的優勢就在於知道什麼樣的生產線要用什麼設備和工藝。
就設計製造能力來講,張總認為一重已經不比德國和日本企業差。冷連軋機組的國際招標,有能力與西馬克•德馬克和三菱日立競標的國內只有一重一家。由於突破冷連軋技術以後也僅僅花了十幾年的時間就能與德國、日本並肩,所以張總心裏也在“打鼓”,不得不呼喚“謙虛”二字。他説他也經常反思自己的缺點,認為中國在產品質量一貫制方面還有差距。不過,他説的“一貫制”指的是從鍊鐵鍊鋼到冷軋以及精整的全部冶金生產流程,而不是一重的冷連軋機組(這一點令我們懷疑他的謙虛,他確實不認為一重的冷連軋機與德國日本的產品還有什麼差距)。
就製造能力來講,一重其實比西馬克•德馬克還強——“我們去西馬克看過,廠房、設備都不如一重”。到訪一重的日本人也説一重的機牀特別好。由於過去十幾年對設備的投資較大,一重的硬件條件已經超過德國和日本企業。因此,德國或者日本企業拿到訂單還是會找一重進行合作製造。 一重已經是世界上最大軋鋼設備企業的説法,已經無可置疑(一重也生產熱軋設備,而且量還很大)。
6
中國產業升級的另一條道路
一重最初生產的冷連軋機組主要是供應規模較大的國有鋼鐵企業,但隨着國企的設備飽和,一重在2007年之後的供應對象逐漸轉變為以民營鋼鐵企業為主。這個轉變反映出一些在高增長階段積累起實力的民營企業開始更換設備,以先進的設備替代掉原來便宜但差的設備。
2017年,一重為河北霸州勝芳鎮的一家民營企業提供了一套1420mm酸洗、冷連軋聯合機組,已經投產。據説勝芳鎮有幾百家與鋼鐵關聯的企業,不過大多都是專業化廠,不是縱向一體化的鋼鐵企業。這裏的民營企業以前用的基本全是小連軋(據説那裏有一百多條老式的小連軋生產線,大概都是無錫一帶的小企業做的),軋出來的產品不好用,能耗又高,成材率也低,人員成本也大。很好的熱軋鋼卷買過來了,但經過它們的後續加工,其產品基本上只能民用,工業用不了——“只能做個水桶、爐子、洗衣盆等什麼的”。
在目前的經營環境壓力下,民營企業普遍想升級,其中有些企業選擇對原來的生產線做些小改造,把能耗降一降,產量和質量提一提;但有些實力較強的企業則選擇把老連軋線扒掉,新建生產線,生產批量大的產品。升級對於民營企業當然不容易,需要比較大的投資,但只有升級冷軋設備才能生產品種鋼。
不過,地方政府對產業升級有自己的想法。根據當時的媒體報道,在政府的主導下,在霸州“全市經濟中舉足輕重的鋼鐵業,將全部退出歷史舞台”。關閉的是兩家有幾百萬噸鍊鐵和鍊鋼產能的縱向一體化鋼鐵企業(霸州市新利鋼鐵有限公司和河北前進鋼鐵集團有限公司),下一步是“霸州將利用3至5年時間,對勝芳區域800家涉鋼企業進行轉型升級。”該報道稱,作為“騰籠換鳥,釋放發展新動能”的舉措,霸州將建成國內規模最大的雲谷第六代AMOLED模組生產線,同時稱“勝威包裝、三強傢俱、福興彩印、爭榮食品等一批傳統企業通過轉型實現華麗轉身,AMOLED、加州原野、稻香村、中公高科產業基地等一批新興項目加快建設……”
我們對冷連軋設備的研究指出另一條“結構調整”的道路,即通過技術進步實現產業升級——如果一批原來生產大路貨的民營企業通過設備升級而轉向生產品種鋼,不僅會使自己的產品升級,還會為中國冶金設備工業的技術進步提供市場。 這種升級會在鋼鐵生產商與設備供應商之間產生一個雙方螺旋技術進步的過程,使中國冶金工業越來越強,而且在不傷害經濟發展的條件下大幅度改善能耗和環保的狀況。
為了驗證這種想法,我們抓住張總去勝芳鎮的機會,於2017年8月31日去現場看了一重提供的1420mm酸洗、冷連軋聯合機組。使用這套機組的企業是專門做冷軋板的,從其他企業購買熱軋卷。據説上這個項目時,地方領導來看過並説了三點:第一,冷軋項目不涉及產能,可以上;第二,產品要升級;第三,項目必須“進園”(當地政府建的工業園)。
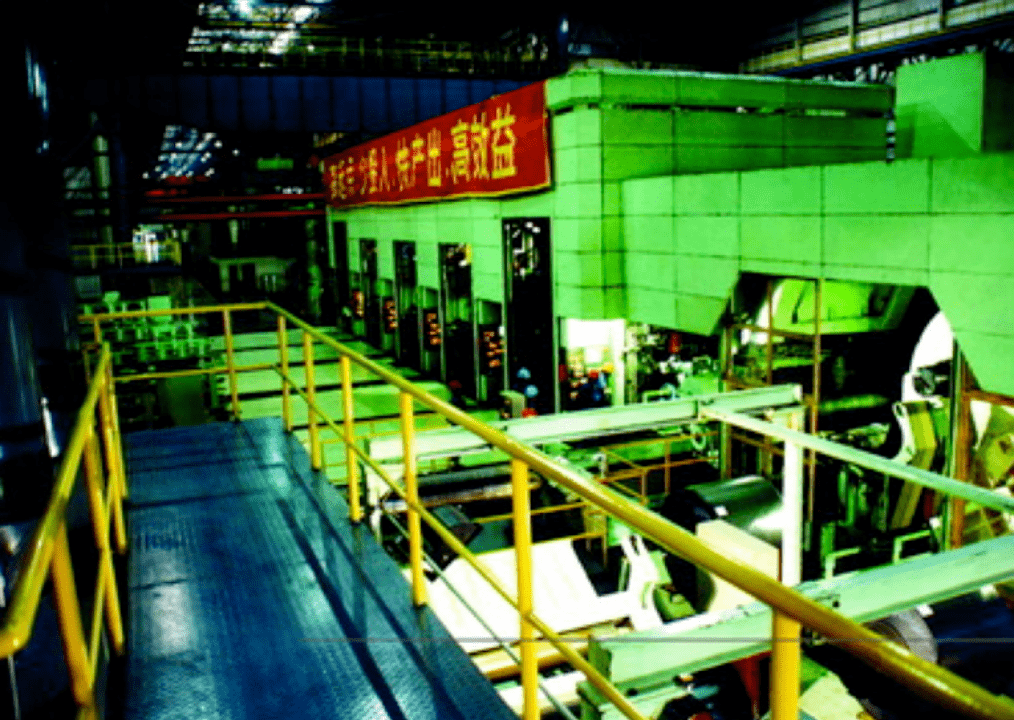
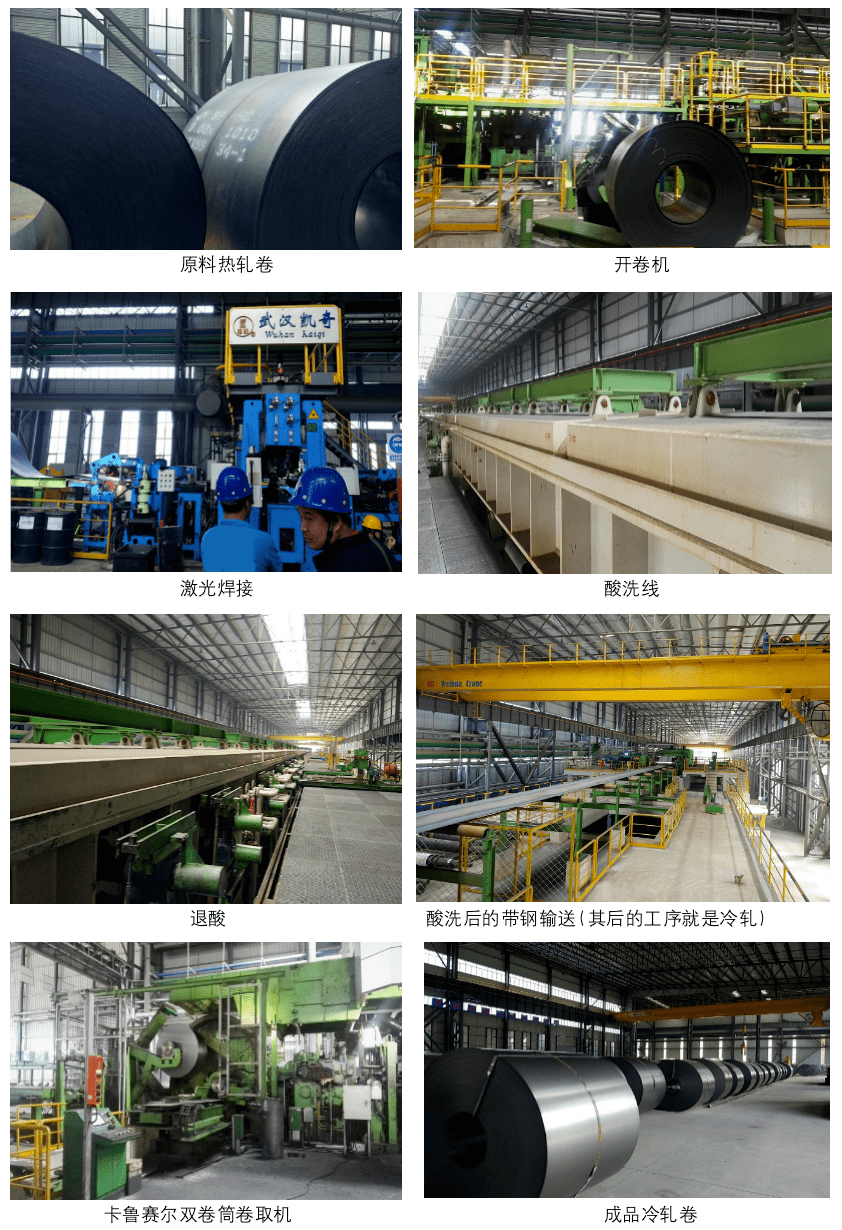
這條在工業園新廠區建的冷連軋生產線目測有1.5公里長,整個流程大致包括:以打開熱軋卷為起點(主設備是開卷機),被送上輸送線的一段一段的熱軋鋼板(每卷一段)經過激光焊接(主設備是激光焊機,由武漢凱奇提供)連接起來,這條連續不斷的帶鋼再被輸送到酸洗過程,然後經過拉抻進入冷連軋機組;冷連軋機組由5台軋機組成(所謂“五機架”就標誌着五台軋機),帶鋼每經過一台軋機都會變得更薄,經五道軋製成為合格鋼板;軋出來的帶鋼在一個叫做“卡魯賽爾卷取機”的裝置上被捲起來;該裝置有兩個對稱的軸,當第一根軸捲起來的鋼卷達到要求的長度後被切斷,而繼續從冷軋機組出來的帶鋼立刻被卷在另一個軸上,隨後卷取機轉動180度,卸下前面的鋼卷(成品冷軋卷),同時把正在卷取帶鋼的軸抬高到原來的位置,如此往復不已。
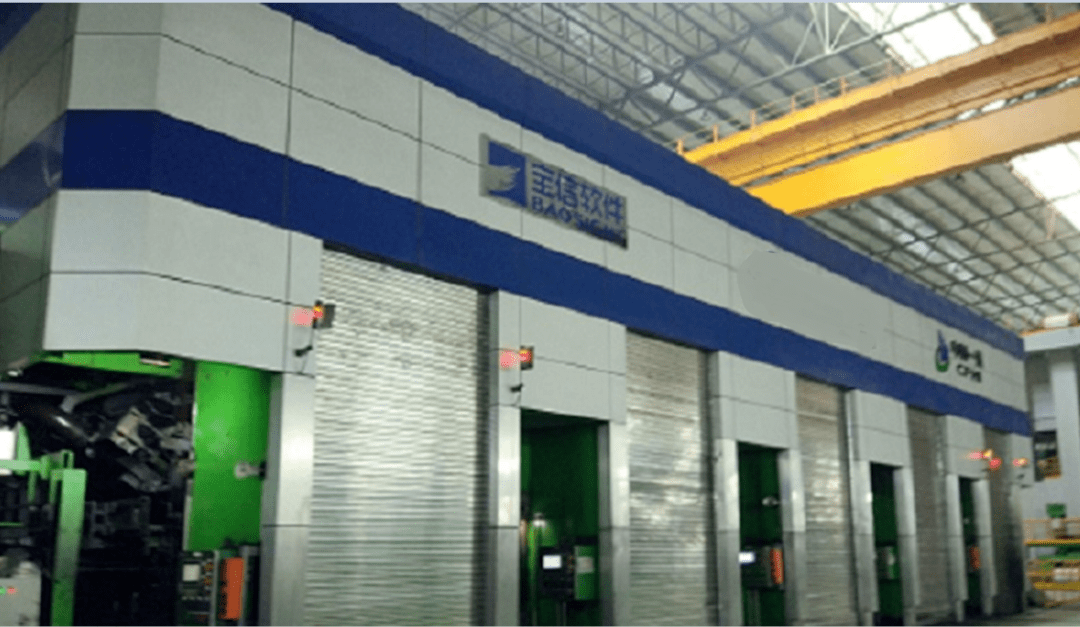
説明一下下圖:5台冷軋機被置於封閉的機房裏,只有在更換軋輥時才會把機房的門打開。因此,當時我們無法看到冷軋機的機構。機房上面標明瞭三個合作者的名字:業主,軋機供應商中國一重,控制系統供應商寶信軟件(寶鋼集團的上市子公司)。
一重設計了整條生產線,但只提供了其中最關鍵的冷連軋機組(卡魯賽爾卷取機是機組的一部分,也由一重製造,張總説它很難做),其他的設備如開卷機、輸送線、激光焊接設備、酸洗設備等等都是從其他企業採購的。除冷連軋機組之外的其他設備見下頁組圖。整條生產線的自動化程度很高,所以現場的工作人員很少。我們估算操作這條線的人員(連開天車的和輔助人員)不過百八十號。
現場拍攝的1420mm五機架冷連軋機組。
在這家軋鋼廠的辦公室休息時,我們遇到該公司的兩位副總——王總和於總,都是技術和管理人員。有點令人“驚喜”的是,王總和於總不僅來自梅鋼(當然是被這家民營企業“挖”來的),而且全程參與了由一重提供設備的梅鋼1420mm高速薄帶冷連軋項目,所以張、王、於三個人從那時就認識了。張總説大家都是共事多年的“兄弟”。
王總回憶説,梅鋼在那個項目之前沒有冷軋,他們為了這個項目曾經到寶鋼接受了一年的冷軋培訓。他在建設那條線的過程中,心裏一直在擔心“真能軋出來嗎?”當他在現場眼見第一卷冷軋帶鋼軋出來並且合格時,“眼淚刷的就下來了”。
據王總説,當年寶鋼的1420mm冷連軋項目(1997年建成)花了90億元;梅鋼的1420mm冷連軋項目(2009年建成)花了30多億元。我們估計這個民企的1420mm冷連軋項目花了10億元左右。寶鋼的冷軋線之所以那麼貴是因為使用了外國設備,當年來現場調試機器的外國工程師每天的報酬是800-1000歐元,而且他們在工作時還用擋板圍起來不讓中國人看。好在中國人的那種經歷已經成為歷史。
王總負責的這條1420mm冷連軋線用18個月建成投產,張總説這個建線速度是全球第一。更讓王總自豪的是,這條線投產後的第三個月(2017年8月)就實現超產(一般要6個月)。王總是一個身材高大的南京人,他不會讓我們誤認為是山東大漢的原因是他那口南京味道的普通話,講起冷軋技術時一口一句“老外算個屁”。
這家民企的冷連軋生產線是一重設計、製造的第23個機組;一重的第24個機組是勝芳鎮另一家民營企業正在建設的750mm冷連軋生產線;勝芳鎮還有一家民營企業正在與一重洽談建設冷連軋生產線(如果談成就是第25個)。另外,那位土耳其商人已經邀請一重派人去土耳其現場考察,如果談成就是第26個。
談話間,王總力主再上一條950mm的冷連軋線,專門生產用於家用電器的薄板。不用懷疑,當這幾條生產線的產品顯示出競爭力和經濟效益後,勝芳鎮會有更多的企業購買冷連軋機組。只要有市場就會保持技術進步,如果再上10條線就足夠讓一重忙活好幾年了。 這種生產企業和設備企業之間的互動過程,會使中國鋼鐵工業成為不可戰勝的力量。
圖源:河北民企冷軋車間現場拍攝
7
尾聲
一重在冷連軋機組上的突破是中國重大裝備工業的一項重要成就。奇怪的是,這項成就僅僅在10多年後的今天就已被遺忘。
但我們不應忘記:直到1990年代後半期,鋼材還是中國市場上的短缺商品,冷軋薄鋼板還幾乎全部依靠進口。一重為河北民企提供的這個機組可是一條年產120萬噸冷軋鋼板的生產線——30年前要是上這麼一條線,需要經過中共中央政治局常委會討論批准並“驚動”國家預算;20年前上的話至少要經國家計委批准,還得花重金從國外“引進技術”;如果10年前上,儘管已經有了國產設備,但那也得花至少30億元和至少3年的時間;而今天,一個河北“村裏”的民營企業花幾億從中國一重買來一套冷連軋機組(當然還得另花點錢蓋廠房),從老國企挖來幾個骨幹、培訓出百十來號技術工人,再參考一下地方精神,就能嘩啦嘩啦地生產出中華人民共和國直到1990年代後半期還幾乎全部依靠進口的冷軋薄板……
正是中國工業在21世紀最初十幾年迸發的一輪高增長及其背後的一系列技術突破,為中國贏得了今天的大國地位。但技術突破不是憑空而來的:通過我們對一個又一個工業以及一個又一個骨幹企業的歷史追溯,我們才理解,中國工業在21世紀的高增長植根於中華人民共和國的全部歷史,就像一重最近十幾年在冷連軋設備上的突破是植根於“三代人花60年時間研究了六根輥子”一樣——中間包括了三代人的奮鬥和犧牲。
一定要珍惜中國工業取得的成就,若要令其更加輝煌,經濟政策就應該把重點放在推動產業升級上。
(北京大學政府管理學院的博士生王晨和郭年順對本文的研究和寫作做出重要貢獻。他們不僅承擔了訪談記錄工作和問題討論,還拍攝和編輯了本文采用的圖片。)